| Miejsce pochodzenia: | CHINY |
|---|---|
| Nazwa handlowa: | NO |
| Orzecznictwo: | ISO API |
| Numer modelu: | Φ50 Φ60 Φ73 Φ83 Φ89 Φ102 Φ114 Φ127 Φ140 Φ168 |
| Minimalne zamówienie: | 1 SZT. |
| Cena: | Negotiation |
| Szczegóły pakowania: | Stalowa rama Żelazna rama Eksport Drewniana skrzynka |
| Czas dostawy: | 10-30 dni roboczych po dokonaniu płatności |
| Możliwość Supply: | 10, 000pcs miesięcznie |
| Typ maszyny: | Sprzęt wiertniczy | typu: | rura wiertnicza lub żerdź wiertnicza |
|---|---|---|---|
| Zaletą: | Wysoka wydajność | Rynku: | na całym świecie |
| pakowania: | W wiązkach | użyć: | Wiertnica |
| High Light: | hdd drill rod,steel drill pipe |
||
Odporność na korozję rur wiertniczych o wysokiej czystości HDD do odwiertów naftowych / wodnych
Opis drążenia wiertła z otworem w dół z równomiernym składem i wysoką czystością
Każda rura wiertnicza jest traktowana przez śrutowanie. Po obróbce śrutowaniem powierzchnia rury wiertniczej i nitki uzyskuje naprężenie resztkowe. To naprężenie może poprawić żywotność przeciw zmęczeniu rury wiertniczej. Zabieg śrutowania na nici może pomóc w nawleczeniu związku przylegającego do nici. Poprawiono żywotność gwintu.
Test nieniszczący jest przeprowadzany zgodnie ze standardem NDT Level 2 z kombinacją wirów i ultradźwięków, aby zagwarantować jakość materiału bez żadnych wad.
Powierzchnia nici zostanie oczyszczona w celu usunięcia zadziorów przylegających po otwarciu nici.
Następnie powierzchnia bieżnika będzie fosforanowana, aby poprawić warunki na powierzchni.
DLA DITCH WITCHundefinedreg; WIERCENIE RIG / MASZYNA
| RIG MODEL | MID BODY OD (in) | TOOL JOINT (OD) (in) | GRUBOŚĆ ŚCIANY (w) | WAGA (funtów) |
| JT520 | 1.125 | 1,750 | 0,179 | 17 |
| JT820, JT920 | 1,660 | 2.000 | 0,240 | 29 |
| JT920L | 1.600 | 2.000 | 0,240 | 39 |
| JT1220 | 1,900 | 2,375 | 0,240 | 56 |
| JT1720, JT1720V | 2,063 | 2,500 | 0,270 | 59 |
| JT2020 | 2,063 | 2.625 | 0,270 | 59 |
| JT2720, JT2720V | 2,375 | 2,750 | 0,280 | 78 |
| JT2720M1 | 2,375 | 3.000 | 0,280 | 85 |
| JT4020 | 2,875 | 3,250 | 0,362 | 175 |
| JT4020M1 | 2,875 | 3,500 | 0,362 | 185 |
| JT7020, JT8020, JT100 | 3,500 | 4.000 | 0,368 | 238 |
Wszystkie pręty poddawane są obróbce cieplnej do granicy plastyczności wynoszącej co najmniej 135 000 funtów, co zapewnia najwyższą odporność na zmęczenie.
| Maszyna Vermeer | Metoda Mfg | OD rury | Narzędzie Wspólne OD | Długość | Waga (funtów) | Połączenie | Max Torque (ft./lbs.) | Promień zgięcia (% Sloper Per Rod) | Stojak |
| D7X11, D9X13 | 1-PC. Podrobiony | 1,660 ″ | 1,875 ″ | 6 ′ | 26 | Firestick 1 # 200 | 1500 | 6,2% | 33/50 |
| D16X20, D18X22 | 1-PC. Podrobiony | 1,900 ″ | 2,125 ″ | 10 ′ | 52 | Firestick 1 # 250 | 2000 | 10,2% | 40 |
| D20X22, D24X26, D23x30 | 1-PC. Podrobiony | 2,0625 ″ | 2,250 ″ | 10 ′ | 57 | Firestick 1 # 400 | 2600 | 9,8% | 40 |
| D24X40, D23x30 | 1-PC. Podrobiony | 2,375 ″ | 2,625 ″ | 10 ′ | 77 | Firestick 1 # 600 | 4000 | 9,3% | 50 |
| D36X50, D40x55 (# 650 x 10 ′) | 1-PC. Podrobiony | 2,375 ″ | 2,750 ″ | 10 ′ | 79 | Firestick 1 # 650 | 5000 | 9,3% | 50/52 |
| D36X50 (# 650 x 15 ′) | 1-PC. Podrobiony | 2,375 ″ | 2,750 ″ | 15 ′ | 113 | Firestick 1 # 650 | 5000 | 13,9% | 40 |
| D36X50, D40x55 (# 700 × 10 ′) | 1-PC. Podrobiony | 2,625 ″ | 3,100 ″ | 10 ′ | 117 | Firestick 1 # 700 | 5000 | 6,9% | 45 |
| D36X50, D40x55 (# 700 × 15 ′) | 1-PC. Podrobiony | 2,625 ″ | 3,100 ″ | 15 ′ | 165 | Firestick 1 # 700 | 5000 | 10,4% | 35 |
| D50x100, D60x90 | 1-PC. Podrobiony | 2,875 ″ | 3,250 ″ | 15 ′ | 175 | Firestick 1 # 900 | 9,000 | 8,7% | 40 |
| D80X100, D50x100, D60x90 | 1-PC. Podrobiony | 3,500 ″ | 3,625 ″ | 15 ′ | 220 | Firestick 1 # 800 | 10 000 | 7,5% | 12/24 |
| D100X120 | 1-PC. Podrobiony | 3,500 ″ | 4,375 ″ | 20 ′ | 335 | Firestick 1 # 1000 | 15 000 | 10,2% | 9 / |
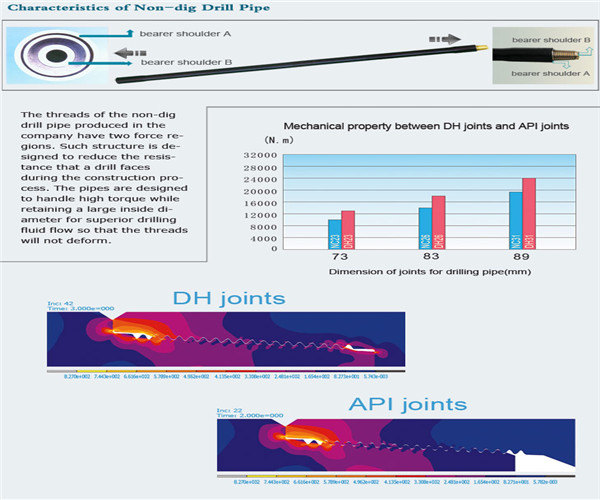
Rura wiertnicza HDD jest narzędziem do przenoszenia momentu obrotowego i napięcia wiertarek w procesie wiercenia kierunkowego. Ze względu na to, że w procesie budowy kierunkowej musi on wytrzymywać skręcanie, rozciąganie, zginanie, tarcie i wibracje, wymagania dotyczące procesu przetwarzania są bardzo rygorystyczne.
Kontrola obróbki cieplnej:
Obróbka cieplna znacznie poprawi wytrzymałość materiału i zwiększy trwałość gwintu prętów i osłon. Prowadzimy obróbkę cieplną na ścianie lub obu końcach do korpusu tuby. Po obróbce cieplnej wytrzymałość, twardość, prostoliniowość i koncentryczność poddanych obróbce rur zostaną przetestowane w naszym laboratorium.
Proces otwierania nici:
Dokładność gwintów określi efekty użytkowania i żywotność żerdzi wiertniczej i osłon.
Zatrzaski CNC i nożyce do form są używane w obróbce otwierania nici, aby zminimalizować błędy powodowane przez czynniki antropiczne.
Zalety produktu:
mocna i ciągliwa stalowa rura;
solidna jakość i staranna obsługa;
opłacalny;